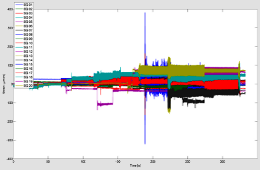
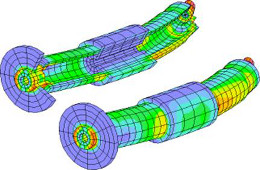
Mit Hilfe von Korrelationsmethoden kann man dynamische Vorgänge sehr einfach und genau verfolgen. Außer Informationen über konkrete Punkte (wie es bei Fahrzeug-Crashtests üblich ist) kann man auch einfach die Verschiebung aller gemessenen Größen im gesamten Bereich feststellen. Neben der quantitativen Analyse bekommen wir so auch qualitative Ergebnisse, die Gradient und Konzentrationen der Größen enthalten.
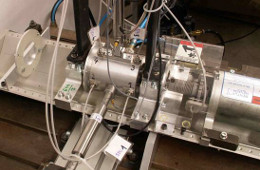
Wir benutzen Hochgeschwindigkeitskameras in Kombination mit Softwareausarbeitung des Bildes, die eine einzigartige Möglichkeit bieten, Einzelheiten der Übergangsvorgänge sichtbar zu machen und somit die Ursache eines nicht entsprechenden Produktverhaltens zu erkennen.
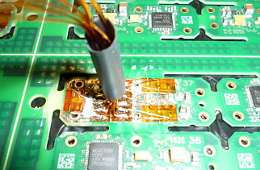
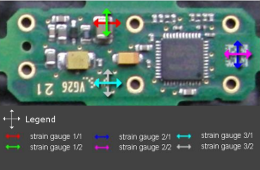
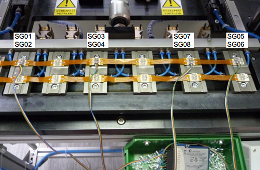
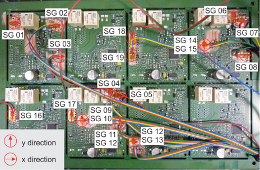
Wir bieten optische Messungen wie auch Messungen mit Dehnmessstreifen und andere berührende Messungen an.